油气减排环保新技术——零散天然气回收工艺通
时间:2015-10-22 16:14
来源:
作者:虞康
在承担油气开采任务的同时,油气井开采过程中伴生的天然气会对大气、水体及土壤产生一定污染。传统零散气回收技术采用低压回收、高压充装的工艺技术,每次需根据新井口压力、环境特点、场地条件等做新的设备选型、平面布局等方案设计,设计周期与施工周期过程中会产生大量能源浪费。为此,研究人员通过对油田开发零散天然气回收工艺技术的深化研究,研发出一个适于各类井场环境要求的零散气回收通用工艺技术,可实现快速、连续的天然气回收,最大程度地降低天然气排放,为下一步零散气回收提供科学可行的技术支撑。
研发零散气回收通用工艺技术
零散气回收通用性井场设计一般对不同井场的井口压力、伴生气量及其变化情况、场区用电负荷等数据进行调研分析, 根据分析进行关键设备 (压缩机、干燥撬)选型,根据气量大小和用电负荷,研究发电机等设备匹配运行方案,总结出 2~3 种通用性平面布置设计方案,要求可覆盖不同井口压力、环境特点、场地条件,并满足安全环保相关规范要求,形成了一套通用性井场布置设计方案,实现零散气回收标准化,减少重复设计,加快施工速度,降低天然气放空量。
通过对不同井场的天然气出口压力、排量对压缩机、干燥撬、发电机等关键设备进行选型,确定结构形式为撬装。压缩机设有安全保护装置和控制测量仪表,对压缩机的主要运行参数进行监控,并在运行异常时进行卸载、报警或者连锁停车,以保护压缩机和操作人员的安全。压缩机自带变频柜,可实现不同进气压力下电机的优化运行,既可降低电力损耗,也可保证在低压力(0.2MPa)下电机可靠运行,适用于零散气站场压力不稳的生产工况。干燥撬数据为:入口压力及处理量0.2~0.6MPa (g) , 排量≥ 1,200m 3 /h;再生形式为闭式循环, 电加热降压再生 ;干燥橇的再生气要求在橇内密闭循环。
发电机为橇装式天然气发电机组 2套(400V,400kW),带封闭外壳,整橇包括机组间、配电及控制柜、低压配电等配套设施,在井场户外安装。天然气发电机之间可以实现并网运行,可根据现场生产实际需求,合理匹配发电机的运行台数。其技术参数为:橇装式天然气发电机组,可持续运行,直流电起动,额定输出功率 400kW,额定频率 50Hz,额定电压 400/230V,额定功率因数 0.8(滞后),空载电压整定范围为 95%~105% 额定电压。同时,天然气发电机组应具备根据负荷情况进行分配每台机组各负荷比列,根据负荷情况自动停一台发电机,机组能自动切换运行状态,当机组空载运行一段时间后自动停机等功能。
场区内布置有冷却器、CNG 压缩机、干燥橇、卧式分离器、闭式排放罐、天然气发电机、值班室、火炬等。通用设计可根据实际情况酌情减少设备,针对零散气量、 压力、 场地等的不同情况,分别采用压缩回收、中压直充、一体化分离收气、套管回收等系列技术方案。其中,常规压缩回收传统工艺是井口来气先进入分离器处理,再进入干燥橇脱水后, 一部分给天然气发电机提供燃料,其余部分通过 CNG 压缩机处理后车载拉运或去火炬放空。通过优化完善工艺流程,提高了自动控制水平,实现安全平稳生产,优化内容为增加自力式调节阀与放空系统相连,实现了回收系统的压力稳定。
中压充装零散气回收工艺技术
对井口压力高于 4MPa 的单井,试油、排液、短期开采等伴生气排放问题,开发了中压直充回收工艺技术,实现了对中压罐车的直接充装,减少了减压、再压缩充装等环节,简化了回收工艺、降低了投资和能耗,减少了天然气放空量。中压直充回收工艺技术与常规压缩回收技术方式相比,中压直充工艺建设周期短,仅需 2~3 天,只需用高压加热炉、分离器,流程连接后可立即回收;能有效利用压力能,避免了能源浪费, 同时取消了运转设备, 降低能耗;工艺简单、 拆装便捷, 可实现快速安装、搬迁;投资小,运行成本低,运行可靠。
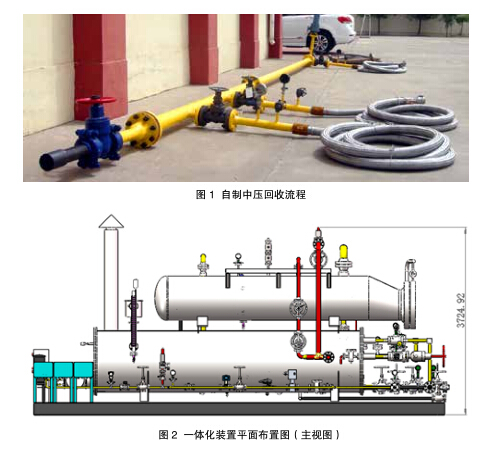
在千 4-18 井短期试采期间由于时间紧促,进行了平衡直充的工艺流程,发现存在充装压力不稳定、无法连续充装等一系列问题,为此通过研究提出以下工艺优化方案:将井口油嘴由单一油嘴改为双油嘴设计,有效保证井口压力的稳定;提高分离器自动化功能,气相管路安装质量流量计及自力式调压阀;充装进气管线安装自力式调压阀(调压至 4.0MPa 左右),保证充装系统压力稳定 ; 充装管路由一个改为两个或多个,在车辆保证的情况下可以实现充装不中断,做到尽产尽收。在千 4-18 井,共回收天然气 50×104m 3 ,在张 28*2 井应用,共回收天然气 20×104 m 3 。根据优化后的流程,自制了一套中压回收流程如图 1 所示,便于安装和使用,并在张 28*2 井应用。
研究人员完成了中压充装零散气回收工艺技术研究与现场应用。针对于试油、排液、短期开采等伴生气排放问题,开发了中压直充回收工艺,实现了对中压罐车的直接充装, 减少了减压、再压缩充装等环节,简化了回收工艺,降低了投资和能耗,减少了天然气放空量。中压充装零散气回收工艺技术在千4-18 井、张 28*2 井试验应用,效果良好。
一体化集成处理回收装置
针对气井开展了井口一体化集成处理回收技术的研究试验,并研发一体化装置如图 2 所示。该装置工艺简化,设备少,建设工期短,自动化水平高,适用于高气量、低产液井回收天然气。首套采气一体化集成装置在滨深 22 区块10 口井应用,输气压力 3.0MPa,温度46.5℃,产液外输压力 0.5 MPa,温度50 ℃。与传统回收工艺比,有效降低了地面系统建设规模,可节省工程投资500 万元,实现单井自动计量,提高自动化水平和计量精度。
研究人员通过深入研究与多次试验,完成了零散气回收减排通用工艺技术的现场应用。形成了零散气回收减排系列技术方案,针对零散气量、压力、场地等的不同情况,开发了压缩回收、中压直充、一体化分离收气、套管回收等系列技术方案,基本实现了天然气零排放量,建立了零散气回收通用性井场设计,对不同井场类型、井口压力、产气能力、设施配备等情况,形成了一套通用性井场布置设计方案,实现了零散气回收标准化,可减少重复设计,加快施工速度,降低天然气放空量。
通过上述技术的研发与应用,大港油田取得了一定的社会经济效益,建立了大港油田零散气回收通用性井场设计方案,实现了零散气回收标准化,降低了零散气放空量,实现了节能创效。项目实施后,解决了油田伴生气、套管气外排的主要问题,符合国家有关京津冀地区治理大气污染及天津清新空气行动方案的要求, 改善了区域空气质量环境,具有广泛的社会效益。

 微信公众号
微信公众号
 微信视频号
微信视频号






 京公网安备11010502053156号
京公网安备11010502053156号