海管在长期运行过程中,受输送介质和运行环境的影响,容易结垢、腐蚀、结蜡、积液,进而导致海管输送能力降低,甚至导致海管损坏。
通球作业是清除管道内的积液、积垢、结蜡、提高海底管道输送效率、降低海管压差的最主要以及最有效的手段,也是保证海管运行的有效方式。但是通球过程中容易出现卡球、碎球、翻转、收球失败等通球故障,这些故障不仅影响清管效果,甚至还会影响海管的正常运行。
X平台挠性气海管通球历史总结调查
X平台挠性气海管2021年8月20日新建投入使用,经统计2021.6.1-2022.2.28该挠性海管通球共10次,成功6次,失败4次,成功率仅为60%,与该平台所辖的其它海管的通球成功率相比明显偏低,统计结果如表1.1所示。
表1.1 通球次数统计表
|
通球次数统计 |
|
|
通球总次数(次) |
通球成功次数(次) |
通球成功率(%) |
|
该挠性海管 |
10 |
6 |
60% |
|
其它海管 |
64 |
64 |
100% |
X平台挠性气海管通球主要问题:常见通球事故类型有:卡球、碎球、滞球以及翻转等类型,当然还有一些其它类型的事故,为查找该挠性海管通球成功率低的主要症结,随后对该挠性海底管道建成后的所有通球事故进行了总结归纳,如图1.1 所示。
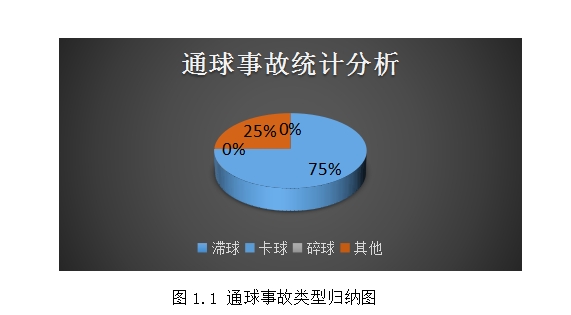
图1.1 通球事故类型归纳图
从图1.1 不难看出:该挠性海管4次通球事故中有3次是卡球,在所有通球事故中占比高达75%,直接影响了通球的成功率,这就充分说明卡球是某海上平台挠性海底管道通球成功率低的主要症结所在。
因此下文中将对该挠性海管通球卡球的影响因素展开探究分析。为探究该挠性海管通球成功率的主要影响因素,从人员、设备、海管输送介质等方面着手,运用关联图深入进行分析,关联图如图2.1所示。
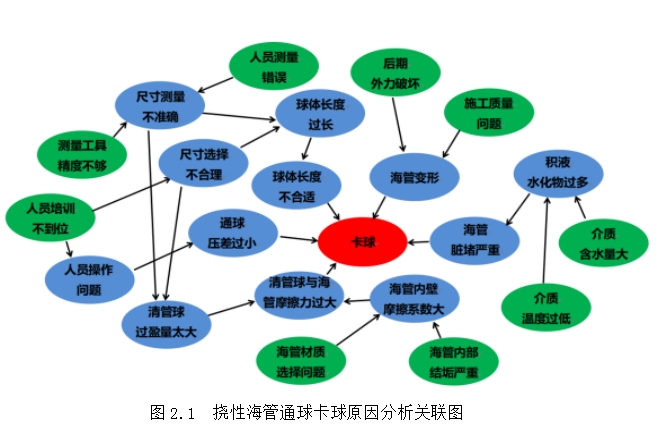
图2.1 挠性海管通球卡球原因分析关联图
采用关联图的方法,对挠性海管通球卡球的影响因素展开逐级分析,分别从人员操作、海管状态、海管材质、清管球材质及尺寸等方面展开分析,找到了9个可能导致挠性海管通球卡球原因,如表2.1。
该挠性海管通球卡球的主要影响因素的确认方法。针对图2.1中可能影响挠性海管通球卡球因素展开确认,结合通球过程实际情况,采用调查分析和对比实验相结合的确认方法,各个末端原因对应的确认的内容及方法。
经过验证分析,最终确定影响该挠性海管通球卡球的要因是:挠性海管受材质影响摩擦系数大,针对挠性海管特性对人员培训不到位。
挠性海管的内管材质为高密度聚乙烯,而普通海管内管材料为无缝钢管,具体结构对比如图2.2所示。
 图2.2 该挠性海管结构及材质
图2.2 该挠性海管结构及材质
清管球一般采用材料为聚氨酯(分为开口聚氨酯泡沫球和包裹有耐磨聚氨酯层的泡沫球),因此只需对比无缝钢管和高密度聚乙烯对聚氨酯的摩擦系数,即可判断挠性海管相较于普通海管在通球作业期间是否摩擦力过大。
通过查阅相关资料,无缝钢管和高密度聚乙烯对聚氨酯的摩擦系数对比如表2.2所示:
表2.2 材质动摩擦系数对比表
|
海管材质 |
清管球材质 |
无润滑动摩擦系数 |
|
无缝钢管 |
聚氨酯 |
0.18 |
|
高密度聚乙烯 |
聚氨酯 |
0.36-0.48 |
通过上表可知,高密度聚乙烯对聚氨酯的摩擦系数高于无缝钢管,因此在通球期间,相同清管球在挠性海管中的摩擦阻力高于普通海管。清管球与挠性海管摩擦力过大,增大了卡球的机率。
操作人员进行了充分的上岗前培训,并且持有相关有效的资格证书,日常培训中也针对性的对通球作业进行过理论和实操反复培训,并且该平台一年通球频次高达近百次,人员具备足够的通球实操经验。
但是梳理发现相关的培训均是针对传统钢制海管,平台内部并没有开展针对挠性海管通球的相关培训,而两者通球是否存在明显不同,并且该平台在此之前也没有挠性海管,缺少相关通球实操经验。
对该挠性海管历次通球的压差进行了统计汇总,如图2.3所示。
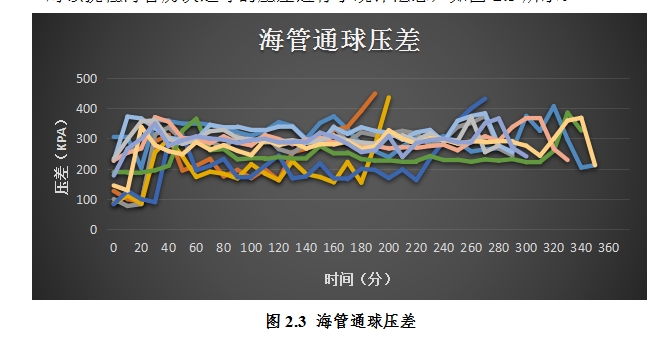 图2.3 海管通球压差
图2.3 海管通球压差
从图中可以明显看出其中卡球的三次通球在卡球前压差比较低,并且明显低于其它七次通球压差,所以说明通球过程中人员操作时控制的通球压差过小,不足以使推动清管球克服阻力前进,直接会导致卡球,这说明操作人员对于该挠性海管通球过程中的压差控制不合理,这将直接导致通球失败。
在日常生产过程中,为确保挠性海管通球作业的顺利进行,保证该海管稳定运行,最直接有效的方法就是从主要影响因素着手,有针对性地强化人员培训,特别是对挠性海管通球作业的培训,同时寻找有效方法降低海管与清管球的之间的摩擦系数,进而提高通球作业成功率。
前面提到,关于通球作业的理论和实操方面的培训时长并不少,目前的主要问题是对于挠性海管的针对性不强,所以需要将培训方向进行重点调整。
针对该挠性海管通球遇到的问题收集相关资料,并进行汇总整理,结合海上员工倒班的特点制定培训计划,实现挠性海管通球相关知识培训的全覆盖。
降低海管与清管球的之间的摩擦系数
首先探索清管球的最佳过盈量,清管球过盈量过小起不到清管的目的,甚至无法完成通球,过盈量过大清管球与管壁间摩擦力增大,增加卡堵风险,最后经过理论分析计算,确定挠性海管清管球最佳过盈量为2%-5%,既可以满足清管需求,一定程度上减小了清管球与管壁间的压力,减小了摩擦阻力。
又通过查阅相关资料,将润滑剂加入摩擦面之间可以形成润滑膜,减少摩擦面之间材料的直接接触,从而能够降低摩擦系数。润滑膜可以是由液体或气体组成的流体膜,或者是由固体润滑剂构成的固体膜。
考虑到操作性难以程度,最终选择了有润滑作用的黄油,黄油呈固体状态,可以均匀的被涂抹在清管球表面,如下图3.1所示,理论上不仅可以减小清管球与海管内壁的摩擦系数,还应该可以起到密封作用,降低通球过程中的漏失量,提高通球效率。
 图3.1 涂抹黄油后的泡沫清管球
图3.1 涂抹黄油后的泡沫清管球
通过设计模拟试验,如图3.2所示,在反复试验过程中发现:发现涂抹黄油拉力计示数小于未涂抹黄油的拉力计示数,侧面验证了涂抹黄油可以减小清管球与海管内壁的摩擦系数。
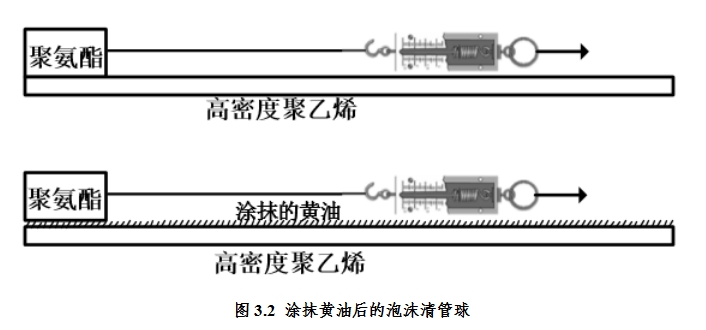 图3.2 涂抹黄油后的泡沫清管球
图3.2 涂抹黄油后的泡沫清管球
通过抹黄油是可有效减小聚氨酯与高密度聚乙烯之间的摩擦系数,降低摩擦阻力对通球的影响,再选择过盈量适当的清管球,可有效提高挠性海管通球成功率,并且在后期通球过程中确实得到了验证,未再发生卡堵情况。

 微信公众号
微信公众号
 微信视频号
微信视频号






 京公网安备11010502053156号
京公网安备11010502053156号