壳牌康索夫有机胺法 脱硫工艺的全硫管理概念
时间:2016-08-04 15:57
来源:
作者:李喜见 / 康索夫科
壳 牌 CANSOLV SO 2 清 洁系统采用水溶性有 机胺溶液作为吸收剂, 高选择性地吸收尾气 中的 SO 2 ,处理过的尾气达标排放 到大气,吸收了 SO 2 的胺液经再生 后循环使用,解吸得到高纯度水饱 和 SO 2 气体(99.9% 干基)用于硫 回收装置或硫酸装置生产高纯硫磺、 硫酸或液体 SO 2 产品。
该工艺由壳牌全资子公司康索 夫公司开发,是二氧化硫脱除领域 的 世 界 领 先 技 术, 对 含 SO 2 尾 气 的处理适应性广泛,帮助企业实现 SO 2 排放小于 100mg/Nm 3 的环保 要求。 在环保要求日益趋严的今天, 利用有机胺溶剂实现可再生方式脱 硫, 与 传 统 工 艺 路 线 相 比, 技 术 优势和环保效益非常明显。该技术 2002 年在北美首次成功地商业化, 经过多年的不断开发和完善,目前 全球授权超过 26 套,广泛应用在石 油和天然气、化工、电厂尾气脱硫 (FGD)、有色冶炼和硫酸等多个 领域。
壳牌康索夫针对很多企业同时 存在多个含SO 2 尾气排放源的情况, 提出的工厂全硫管理概念,充分利 用 CANSOLV SO 2 清洁系统的技术 特点:即有机胺吸收适应性广泛, 工艺路线简单,操作灵活;对全厂 不 同 排 放 点 的 含 SO 2 尾 气 统 一 收 集和处理,结合后序工段将捕集的 SO 2 变废为宝,帮助企业实现全厂 含 SO 2 尾气的综合排放治理,在完 成环保达标的同时, 实现循环经济。
清洁系统反应机理
壳牌 CANSOLV SO 2 清洁系统 的使用的有机胺吸收剂,对于 SO 2 具有极高的选择性, 在与尾气接触时 起到弱碱性基团的功能,与尾气中 的 SO 2 发生如下反应:R 1 R 2 NH + - R 3 -NR 4 R 5 +SO 2 +H 2 O→R 1 R 2 NH + - R 3 -NH+R 4 R 5 +HSO 3 - ; 有 机 胺 液 完 成 对 SO 2 的 吸 收 后, 经 加 热 进 行 SO 2 的 解 吸 和 胺 液 的 再 生, 其 反 应 如 下:R 1 R 2 NH + -R 3 - NH+R 4 R 5 + HSO 3 - R 1 R 2 NH + - R 3 -NR 4 R 5 +SO 2 +H 2 O; 对 SO 2 的 高选择性决定了 CANSOLV SO 2 清 洁系统胺液循环量低,原胺液填充 量小和系统运行能耗低。同时,胺 液不挥发、降解率低,减少了胺液 的消耗和损失。
可再生胺法技术工艺
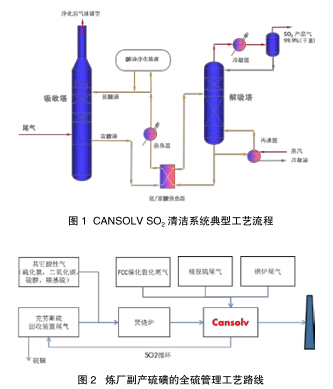
CANSOLV SO 2 清 洁 系 统 流 程 简 单 可 靠, 易 于 与 上 下 游 的 整 合。 来 源 于 上 游 的 尾 气 在 进 入 CANSOLV SO 2 清 洁 系 统 前 需 首 先 经 过 预 洗 涤, 去 除 夹 带 的 粉 尘 和 SO 3 等 杂 质, 并 对 高 温 尾 气 降 温; 经 过 预 洗 涤 的 尾 气 随 后 进 入 CANSOLV SO 2 清洁系统进行 SO 2 脱除,达标的尾气通过烟囱排到大 气, 再 生 后 的 胺 液 循 环 使 用 脱 除 SO 2 , 收集的 SO 2 用来生产硫酸、 硫磺或液态 SO 2 产品。CANSOLV SO 2 脱除工艺流程,主要包括了吸收塔、解吸塔和胺液净 化部分,基础工艺路线 如图 1 所示。
CANSOLV SO 2 清 洁系统的吸收塔设计简 单, 塔内选择规整填料, 以满足高传质效率和低 压降的要求。吸收塔顶 部叶片除雾器和槽式液 体分布器的设计使胺液 因夹带原因造成的损失 降到最小。解吸部分利 用再沸器间接加热胺液 实现解吸和再生,塔内 采用规整填料。胺液净 化部分采用离子交换形 式的设计,用以去除随 系统的运行积累的不可 再生盐类(亦称作热稳 定性盐),和尾气夹带 过来的残存的粉尘等杂 质,确保胺液健康。
全硫管理概念和应用
CANSOLV SO 2 清洁系统无论 是对于新建或改造项目,都非常容 易实现工艺的整合,同时为应对未 来更加严格的 SO 2 排放要求留出了 改造空间。很多企业在厂区内会同 时 存 在 多 个 含 SO 2 尾 气 源, 如 在 石油炼制企业,会有如催化裂化、 流 化 焦 化、 克 劳 斯 硫 回 收 装 置、 精脱硫装置 ( 加氢法 )、精脱硫装 置 ( 吸附法 )、烷基化废酸裂解、 锅 炉、 加 热 炉 等 众 多 含 有 SO 2 的 尾气需要处理。按以往传统思路, 需要针对单个装置配备不同的 SO 2 脱除装置,造成同一厂区内多种脱 硫技术并存,增加了技术和运行管 理的复杂性。壳牌康索夫公司结合 CANSOLV SO 2 清 洁 系 统 的 工 艺 特点提出了工厂全硫管理的概念, 即利用有机胺液对含 SO 2 尾气适应 性广的特点,对不同 SO 2 来源的尾 气直接吸收,或先经焚烧炉灼烧把 含多种硫分的气体(H 2 S、COS、 RSH等) 灼烧成SO 2 后再进行捕集, 实现全厂尾气中的 SO 2 统一处理, 并结合后序工序生产高附加值的硫 产品。考虑各个气源气量大小和相 互之间的距离,可采用 1 个吸收塔 对 1 个解吸塔,或多个吸收塔 对 1 个解吸塔等多种设计路线。炼厂副 产硫磺的全硫管理工艺路线如图2。
CANSOLV SO 2 清洁系统的全 硫管理概念已经在国内外的一些项 目上得到很好的应用。例如一个国 内项目,装置设计之初 为处理催化裂化装置尾 气,捕集的 SO 2 循环回 到炼厂的克劳斯装置增 产硫磺。设计 SO 2 小于 排 放 200mg/Nm 3 , 实 际运行排放在 100mg/ Nm 3 以 下。 在 装 置 实 现稳定运行后,为解决 原有克劳斯装置尾气无 法 满 足 排 放 要 求 的 问 题,经过简单的技术改 造和运行调整,成功将 克劳斯装置的尾气引入 到 CANSOLV SO 2 清 洁系统,实现了两个装 置的含 SO 2 尾气经一套 CANSOLV SO 2 清洁系 统处理后达标排放,同 时在原有克劳斯设计能 力下增产了硫磺。
总结
CANSOLV SO 2 清洁系统脱硫 效率高,经济效益好,能满足日益 严 格 的 SO 2 排 放 要 求(<100mg/ Nm 3 ),可以适合不同行业尾气脱 硫的应用,技术和经济优势明显。 全硫管理概念能够帮助企业更有效 地实现工艺路线整合、优化企业的 技术和操作运行管理。 作为始终以创新和技术为核心 的 公 司,CANSOLV 一 直 致 力 于 工艺优化和更加高效的胺液的研 发,帮助不同行业的客户解决环保 问题,提供最优的经济、高效脱硫 技术解决方案。另外,我们的高效 CO 2 捕 集 技 术 能 够 帮 助 实 现 CO 2 的封存和利用,减少人类活动的碳 足迹。

 微信公众号
微信公众号
 微信视频号
微信视频号






 京公网安备11010502053156号
京公网安备11010502053156号